 簡體版
簡體版 ENGLISH
ENGLISH
 全國服務熱線:
全國服務熱線:0758-2777969,2777769,2777869
常見問題
壓延機的壓力影響和調節
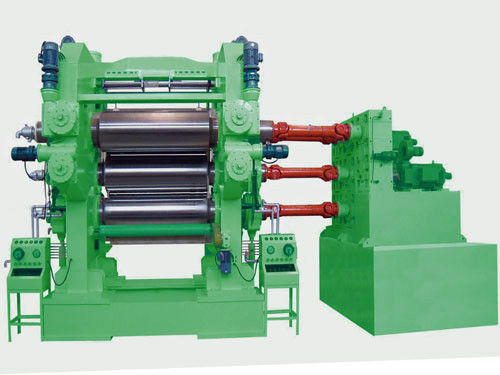
壓延機混煉膠的塑膠粒品質優劣,除開投料次序外,完全取決于混煉膠環境溫度、放料容積、電機轉子轉速比、混煉膠時長、上頂拴工作壓力和轉子的種類等。放料容積即混煉膠容積,容積不夠也會降低對塑膠材料的裁切價值和捏煉功效,甚至會出現塑膠粒。
因為壓延機工作步驟處在髙壓情況,且電機轉子及傳動軸處在平衡狀態,原材料依然會從密封性靜環與電機轉子端口中間間隙、傳動軸與密封性動環中間間隙、及其密封性動環與密封性靜環中間間隙泄漏到壓延機外邊。這般,不但引起原材料消耗,也進一步導致設備卸壓,從而減少了生產高效率。此外,進到傳動軸、密封性動環及其密封性靜環間的原材料,對傳動軸和密封性動環的損壞比較大,減少了壓延機的使用期。
壓延壓力的大小,對訓練實際效果產生影響。試驗說明,適當調整壓延工作壓力,能夠提高塑膠粒的裁切功效,是減少混煉的時間有效途徑。當工作壓力不足的情況下,壓延被混煉膠促進造成上、下波動,不可以使塑膠粒卡緊,進而減少對塑膠材料的剪切應力功效。若壓力大,壓延對塑膠粒摩擦阻力提升,使設備負荷提升。一般20r/min壓延機壓延壓力控制在0.5~0.6MPa,40~60r/min壓延機壓延工作壓力應保持在0.6~0.8MPa。此外,生膠自身的品質及實際操作技術實力對混煉實際效果也有一定的危害。但在壓延機混煉中,最主要的還是須嚴苛把握混煉溫度與混煉時長。
上一個:縮管機的伺服電機日常維護工作下一個:如何改進電熱管繞線機的穩定性
相關新聞
- 自動繞線機的故障可分為幾種類型2021-02-24
- 分析填充機被廣泛使用的原因2021-02-24
- 壓延機應采取的節能方法2021-02-25
- 縮管機在冷凍機零件中的作用是什么2021-02-25
- 縮管機防觸電注意事項2021-02-26
 飛虹客服
飛虹客服
CopyRight @ 2021 肇慶市飛虹機電設備有限公司 All Rights Reserved. admin