 簡體版
簡體版 ENGLISH
ENGLISH
 全國服務熱線:
全國服務熱線:0758-2777969,2777769,2777869
常見問題
全自動壓延機輥筒速度比的關系
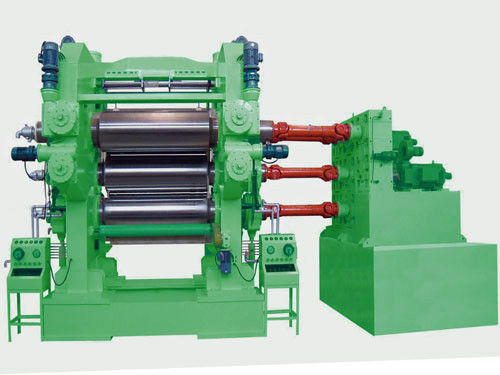
單片壓延機輥子角速度通常是指輥子的園周速率,以"m/min"表明。輥子的角速度是表現單片壓延機生產量的一個主要參數,也是表現單片壓延機優秀水平的主要參數之一。
1、輥子速率
輥子速率關鍵依據單片壓延機的加工工藝主要用途和制造的智能化水準來決策。輥子速率應能達到注塑加工工藝使用的規定,即輥速該是可調式的。
國際性上注塑速率廣泛達50~90m/min,某些的已做到115m/min。
對剛絲注塑平均速率可達50m/min,在使用冷注塑(把壓延好的雙層膠卷立即壓緊在無緯剛絲布簾上)時,注塑平均速率達30m/min。
2、變速范疇
輥子可以無極變速的范疇叫變速范疇。
因為生產加工原材料種類多、特性差別大,為了更好地既達到生產量又達到慢速度運行及使用的規定,一般要求單片壓延機的調節范疇10倍上下。
最大速率關鍵依據生產量的規定明確,最少速率關鍵依據機器設備運行、實際操作安全性和便捷來明確。
3、傳動比
因為注塑時貼膠、擦膠或制粒的工藝技術規定不一樣,對輥子的傳動比規定亦不一樣,在同一臺單片壓延機上不一樣部位的應用需求的不一樣,其傳動比也不一樣。
輥子傳動比與注塑加工工藝、原材料特性相關。
1)為清除塑膠粒中的汽泡,一般上料輥都具備傳動比,常以1:1.1~1:1.5,在我國多選用1:1.1~1:1.4。軟塑膠粒取小值。
2)針對擦膠工作,為使塑膠粒滲透到到棉織物中去,擦橡膠輥規定有傳動比。速比越大剪切應力越大,擦膠實際效果越好,但傳動比過會毀壞棉織物的抗壓強度,非常容易使塑膠粒脆化。而傳動比過小則塑膠粒的擴散作用差。一般使用1:1.2~1:1.5,在我國多選用1:1.4~1:1.5。
3)針對壓片糖果、迎合、貼膠等工作,因主要是規定獲得擠工作壓力,故一般選用勻速注塑,傳動比為1:1。
4)在挑選輥速時要充分考慮的要素輥子速率立即危害單片壓延機的輸出功率耗費和生產量。輥速越大,則輸出功率與生產量越高,對單片壓延機的機械自動化自動化技術水準需求也越高。
因而,在挑選輥速時要考慮到:
1)注塑的工藝技術規定;2)單片壓延機的生產水準;3)單片壓延機組的智能化水準。4)輥子速率應能普遍的穩定地調節;5)注塑時輥速盡量用低值,這有助于充分發揮機器設備工作能力。
由此可見輥速的多少意味著單片壓延機組的專業水準。
因為選用電機獨立地傳動系統每一個輥子,它可使輥筒間的傳動比在一定區域內(從1:1到達到1:1.3)隨意調整,進而可在一臺單片壓延機上進行多種多樣工作,這就使機器設備的適應能力更為開闊,并有益于提升輥速。
相關新聞
- 自動繞線機的故障可分為幾種類型2021-02-24
- 分析填充機被廣泛使用的原因2021-02-24
- 壓延機應采取的節能方法2021-02-25
- 縮管機在冷凍機零件中的作用是什么2021-02-25
- 縮管機防觸電注意事項2021-02-26
 飛虹客服
飛虹客服
CopyRight @ 2021 肇慶市飛虹機電設備有限公司 All Rights Reserved. admin